stålprodukter kan fremstilles enten ved støbning eller smedning af stål. Stålstøbning er den proces, hvormed et metal opvarmes, indtil det når en flydende tilstand og derefter hældes i en form, der former det ønskede produkt. Stål smedning indebærer anvendelse af mekaniske kræfter til opvarmede faste blokke af stål (såsom ingots og/eller billets), der er formet til ønskede produkter permanent.
STÅL SMEDNING VS. Støbning
begge fremstillingsprocesser kræver anvendelse af høje temperaturer på stålråmaterialer (for at blødgøre eller gøre det formbart) og udførelse af CNC-bearbejdningsarbejde i slutningen af processen for at opnå det endelige produkt.
slutprodukter kan også gennemgå overfladebehandling, såsom maling, pulverbelægning, polering, forskellige typer belægning (f.eks. galvanisering) og slidbeskyttelse/hærdning (anvendelse af tungstencarbidoverlay).
sidst men ikke mindst kan støbte og smedede dele samles, svejses, loddes, hårdt ansigt, inden de sendes som slutprodukter.
produkterne fra støbning og smedningsprocesser har forskellige egenskaber med hensyn til overfladeporøsitet (generelt bedre for smedede vs. støbte produkter), kornstruktur (finere for smedede produkter), trækstyrke (generelt overlegen for smedede produkter) og træthedsmodstand.
disse alternative fremstillingsprocesser anvendes derfor (og egner sig til) forskellige omstændigheder og anvendelser.

støbeprocessen foretrækkes til:
- dele og komponenter, der ville være for komplekse eller dyre at fremstille ved stålsmedning (eksempel: store ventillegemer);
- dele, der har indre hulrum;
- store dele (der er næsten ingen størrelsesgrænser med hensyn til vægten af de dele, der kan produceres med støbeprocessen);
- dele i specielle legeringer (nogle specifikke legeringer er sværere at smede end støbt, for eksempel dem med et højt indhold af nikkel og Moly, som har betydelig modstand mod mekaniske kræfter);
- dele, der kræver masseproduktion og små partier.
smedningsprocessen foretrækkes til:
- dele, der kræver ekstremt høj styrke, sejhed og modstand (faktisk under smedningsprocessen ændres stålkornstrukturen til at være i overensstemmelse med formen på slutproduktet – med høj ensartethed i sammensætning og metallurgisk omkrystallisation);
- dele, der skal modstå stærkere stød og mekaniske kræfter;
- dele, hvor porøsitet, risikoen for et gashulrum, lommer og den mulige dannelse af hulrum (endda mikrokornet) er ikke acceptabelt;
- produktion af mekanisk stærke dele uden brug af dyre legeringer;
- dele, der kræver høj slidstyrke;
- dele udsat for store belastninger og stress;
- avancerede applikationer, når integriteten og kvaliteten af delen er hovedmålet i produktionsprocessen snarere end tid og omkostninger.

udviklingen af støbeteknologierne har reduceret kløften mellem de fysiske egenskaber ved støbt vs. smedede produkter, der gør moderne støbte produkter meget konkurrencedygtige med hensyn til kvalitet, styrke og slidstyrke: på mange områder forbliver stålsmedning dog stadig den foretrukne fremstillingsmulighed (eksempel: små ventiler, dvs.smedede ventiler eller højtryksventiler).
Læs om smedning af stål.
stålstøbning
hovedtyperne af støbeprocesser er:
sandstøbning
sandstøbning er den mest traditionelle støbemetode og består i at hælde flydende metal i bindemidler, der modstår det smeltede metal (såsom lerbundet/grønt sand hårdt bundet/harpiks, termohærdende harpikssand og skal).

INVESTERINGSSTØBNING
dette udtryk refererer til Præcisionsstøbning udført ved at injicere det flydende metal i en metalform og en keramisk belægning. Formen materiale kan være hård voks, tabt voks, tabt skum og lignende.

disse processer bruges til forskellige anvendelser med hensyn til dele dimension (sandstøbning bruges til store dele, investeringsstøbning til små dele op til 100 kg og 1,5 meter maks. tilladte tolerancer (investeringsstøbning skaber mere præcise dele) og omkostningsmål (investeringsstøbegods har tendens til at være mere økonomiske end sandstøbning).
stål smedning
stål smedning dukkede op i Kina i oldtiden til at producere forskellige typer af metalprodukter.
mens procedurerne og værktøjerne til fremstilling af smedede dele har ændret sig gennem århundrederne (fra brugen af ambolte, hamre og arbejdskraft til automatiserede maskiner som hydrauliske presser), er den grundlæggende stålsmedningsproces stadig baseret på anvendelse af termisk energi på faste blokke af stål og deres videre forarbejdning til færdige produkter ved anvendelse af mekaniske (hamring) kræfter.
smedning proces
den grundlæggende proces med smedning består af et par traditionelle trin:
- råmaterialet (stålblokke, ingots, billets) skæres i mindre dele, hvis det er nødvendigt
- råmaterialet opvarmes for at nå den krævede smedningstemperatur (påføring af varme er nødvendig for at gøre materialet duktilt og formbart); smedningstemperaturen afhænger af typen af metal og opnås ved at placere materialet i en ovn/ovn;
- det opvarmede metal formes til den krævede form ved at anvende mekaniske kræfter (tryk).
- den halvfabrikata del gennemgår bearbejdning, efterbehandling og varmebehandling
ved afslutningen af processen har det resulterende produkt ekstrem styrke, slagstyrke og slidstyrke takket være den metallurgiske omkrystallisation og kornforfining som følge af den anvendte termiske og mekaniske behandling.
afhængig af den temperatur, der påføres råmaterialet under smedningsprocessen, klassificeres smedning i:
- kold smedning stål: når der ikke anvendes opvarmning, dvs. smedningsprocessen sker ved stuetemperatur (der er behov for højere mekaniske kræfter i dette tilfælde, og metallet har lavere formbarhed vs. varme eller varme smedemetoder)
- varmt smedestål: råmaterialet opvarmes ved temperaturer mellem 800 og 950/1000 C-kar
- varmt smedestål: når opvarmningstemperaturen er over 950/1000 C-kart (og generelt under 1300 C-kart) for at give metallet høj duktilitet og gøre smedningen mulig, selv når det er ved anvendelse af beskedne mekaniske tryk.
typer af stål smedning
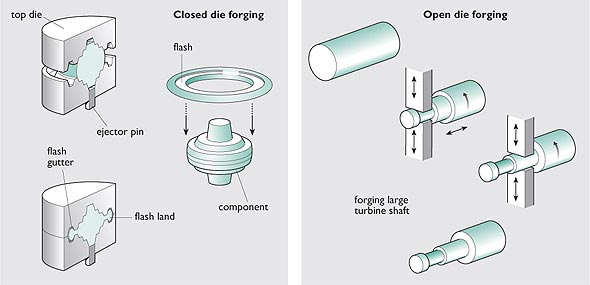
closed-DIE smedning
“Closed Die smedning Steel” er en smedningsproces, hvor matricerne bevæger sig mod hinanden og dækker emnet helt eller delvist. Det opvarmede råmateriale, som er omtrent formen eller størrelsen af den endelige smedede del, placeres i bunddysen.
open-DIE smedning
“Open die smedning stål” er processen med at deformere et stykke metal mellem flere matricer, der ikke fuldstændigt indkapsler materialet. Metallet er formet af virkningen af matricerne, der “hammer” eller “stempler” materialet gennem en række bevægelser, indtil den krævede form er opnået.
OPEN-DIE VS. CLOSED-DIE
anvendelsesområder for stålstøbning og smedning
stålstøbning og smedning anvendes til fremstilling af dele til følgende industrier:
- petrokemiske anlæg (eksempel smedede ventiler, smedede fittings, flanger osv.)
- elproduktion og affaldsbehandling
- minedrift og mineralforarbejdning
- håndtering af landbrug og husdyr
- vandbehandling
- luftfart
- bilindustri (remskiver og tandhjul)
- materialehåndtering
- murværk
- asfaltanlæg
- stormvandsdele
- renderingsanlæg
- jernbaner