Stahlprodukte können entweder durch Gießen oder Schmieden von Stahl hergestellt werden. Stahlguss ist der Prozess, bei dem ein Metall erhitzt wird, bis es einen flüssigen Zustand erreicht, und dann in eine Form gegossen wird, die das gewünschte Produkt formt. Stahlschmieden impliziert die Anwendung mechanischer Kräfte auf erhitzte feste Stahlblöcke (wie Barren und / oder Knüppel), die dauerhaft zu gewünschten Produkten geformt werden.
STAHLSCHMIEDEN VS. GIEßEN
Beide Herstellungsverfahren erfordern die Anwendung hoher Temperaturen auf Stahlrohstoffe (um sie zu verflüssigen oder formbar zu machen) und die Ausführung von CNC-Bearbeitungsarbeiten am Ende des Prozesses, um das Endprodukt zu erhalten.
Endprodukte können auch einer Oberflächenbehandlung unterzogen werden, wie z. B. Lackieren, Pulverbeschichten, Polieren, verschiedene Arten von Beschichtungen (z. B. Verzinken) und Verschleißschutz / Härten (Aufbringen von Wolframcarbid-Overlay).
Last but not least können Guss- und Schmiedeteile vor dem Versand als Endprodukt montiert, geschweißt, gelötet und hartbeschichtet werden.
Die aus Guss- und Schmiedeprozessen resultierenden Produkte haben unterschiedliche Eigenschaften in Bezug auf Oberflächenporosität (im Allgemeinen besser für geschmiedete als für gegossene Produkte), Kornstruktur (feiner für geschmiedete Produkte), Zugfestigkeit (im Allgemeinen überlegen für geschmiedete Produkte) und Ermüdungsfestigkeit.
Diese alternativen Herstellungsverfahren werden daher für unterschiedliche Umstände und Anwendungen verwendet (und sind dafür geeignet).

Das Gießverfahren wird bevorzugt für:
- teile und Komponenten, deren Herstellung durch Stahlschmieden zu komplex oder zu teuer wäre (Beispiel: große Ventilkörper);
- Teile mit inneren Hohlräumen;
- großformatige Teile (es gibt praktisch keine Größenbeschränkungen hinsichtlich des Gewichts der Teile, die mit dem Gießverfahren hergestellt werden können);
- Teile aus Sonderlegierungen (einige spezifische Legierungen sind schwieriger zu schmieden als zu gießen, z. B. solche mit einem hohen Gehalt an Nickel und Moly, die eine beträchtliche Beständigkeit gegen mechanische Kräfte aufweisen);
- Teile, die eine Massenproduktion und Kleinserien erfordern.
Das Schmiedeverfahren wird bevorzugt für:
- Teile, die eine extrem hohe Festigkeit, Zähigkeit und Beständigkeit erfordern (tatsächlich wird die Stahlkornstruktur während des Schmiedeprozesses so modifiziert, dass sie sich an die Form des Endprodukts anpasst – mit hoher Gleichmäßigkeit der Zusammensetzung und metallurgischer Rekristallisation);
- Teile, die stärkeren Stößen und mechanischen Kräften standhalten müssen;
- Teile, bei denen Porosität, das Risiko eines Gaslecks, Taschen und die mögliche Bildung von Hohlräumen (sogar Mikrogranulat) nicht akzeptabel;
- Herstellung von mechanisch starken Teilen ohne Verwendung teurer Legierungen;
- Teile, die eine hohe Verschleißfestigkeit erfordern;
- Teile, die hohen Belastungen und Belastungen ausgesetzt sind;
- High-End-Anwendungen, bei denen die Integrität und Qualität des Teils das Hauptziel im Produktionsprozess ist, anstatt Zeit und Kosten.

Die Entwicklung der Gießtechnologien hat die Kluft zwischen den physikalischen Eigenschaften von Guss- und Schmiedeprodukten verringert, wodurch moderne Gussprodukte in Bezug auf Qualität, Festigkeit und Verschleißfestigkeit sehr wettbewerbsfähig sind: in vielen Bereichen bleibt das Stahlschmieden jedoch immer noch die bevorzugte Herstellungsoption (Beispiel: kleine Ventile, d. H. geschmiedete Ventile oder Hochdruckventile).
Lesen Sie mehr über Schmiedestahl auf Wikipedia.
STAHLGUSS
Die wichtigsten Arten von Gießprozessen sind:
SANDGUSS
Sandguss ist die traditionellste Gießmethode und besteht darin, flüssiges Metall in Bindemittel zu gießen, die dem geschmolzenen Metall widerstehen (wie tongebundener / grüner Sand hartgebundener / Harz, duroplastischer Harzsand und Schale).

FEINGUSS
Dieser Begriff bezieht sich auf Präzisionsformen, die durch Einspritzen des flüssigen Metalls in eine Metallform und eine Keramikbeschichtung ausgeführt werden. Das Formmaterial kann Hartwachs, verlorenes Wachs, verlorener Schaum und ähnliches sein.

Diese Verfahren werden für unterschiedliche Anwendungen in Bezug auf die Teiledimension verwendet (Sandguss wird für große Teile verwendet, Feinguss für kleine Teile bis 100 Kilogramm und 1,5 Meter max. länge), zulässige Toleranzen (Feinguss schafft präzisere Teile) und Kostenziele (Feinguss ist tendenziell wirtschaftlicher als Sandguss).
STAHLSCHMIEDEN
Stahlschmieden erschien in China in der Antike, um verschiedene Arten von Metallprodukten herzustellen.
Während sich die Verfahren und Werkzeuge zur Herstellung von Schmiedeteilen im Laufe der Jahrhunderte geändert haben (vom Einsatz von Ambossen, Hämmern und Arbeitskräften bis hin zu automatisierten Maschinen wie hydraulischen Pressen), basiert der grundlegende Stahlschmiedeprozess immer noch auf der Anwendung von Wärmeenergie auf massive Stahlblöcke und deren Weiterverarbeitung zu fertigen Produkten durch Anwendung mechanischer (Hämmer-) Kräfte.
SCHMIEDEPROZESS
Der grundlegende Schmiedeprozess besteht aus einigen traditionellen Schritten:
- Das Rohmaterial (Stahlblöcke, Barren, Knüppel) wird bei Bedarf in kleinere Teile geschnitten
- Das Rohmaterial wird erhitzt, um die erforderliche Schmiedetemperatur zu erreichen (die Anwendung von Wärme ist notwendig, um das Material duktil und formbar zu machen); Die Schmiedetemperatur hängt von der Art des Metalls ab und wird erreicht, indem das Material in einen Ofen / Ofen gebracht wird;
- Das erhitzte Metall wird durch mechanische kräfte (Druck).
- Das Halbzeug wird bearbeitet, nachbearbeitet und wärmebehandelt
Am Ende des Prozesses zeichnet sich das resultierende Produkt durch extreme Festigkeit, Schlagzähigkeit und Verschleißfestigkeit aus, dank der metallurgischen Rekristallisation und Kornverfeinerung, die sich aus der angewandten thermischen und mechanischen Behandlung ergibt.
Abhängig von der Temperatur, die während des Schmiedeprozesses auf das Rohmaterial angewendet wird, wird das Schmieden klassifiziert in:
- Kaltschmiedestahl: wenn keine Heizung angewendet wird, d.h. der Schmiedeprozess findet bei Raumtemperatur statt (in diesem Fall sind höhere mechanische Kräfte erforderlich und das Metall hat eine geringere Umformbarkeit im Vergleich zu Warm- oder Warmschmiedeverfahren)
- Warmschmiedestahl: Das Rohmaterial wird bei Temperaturen zwischen 800 und 950/1000 C ° erhitzt
- Warmschmiedestahl: Wenn die Erwärmungstemperatur über 950/1000 C ° (und im Allgemeinen unter 1300 C °) liegt, um dem Metall eine hohe Duktilität zu verleihen und das Schmieden auch bei die Anwendung von bescheidenen mechanischen Drücken.
ARTEN VON STAHLSCHMIEDEN
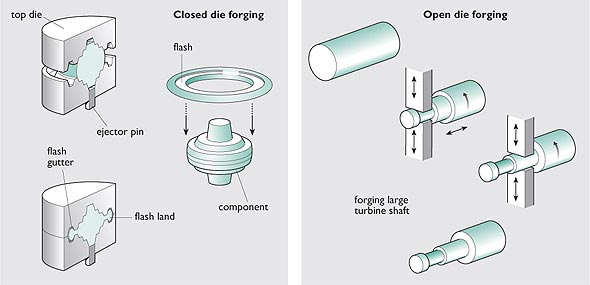
GESENKSCHMIEDEN
Der „Gesenkschmiedestahl“ ist ein Schmiedevorgang, bei dem sich die Gesenke aufeinander zu bewegen und das Werkstück ganz oder teilweise bedeckt. Das erhitzte Rohmaterial, das ungefähr die Form oder Größe des endgültigen Schmiedeteils hat, wird in die Unterform gegeben.
FREIFORMSCHMIEDEN
Der „Freiformschmiedestahl“ ist der Prozess der Verformung eines Metallstücks zwischen mehreren Matrizen, die das Material nicht vollständig umschließen. Das Metall wird durch die Wirkung der Matrizen geformt, die das Material durch eine Reihe von Bewegungen „hämmern“ oder „stempeln“, bis die erforderliche Form erreicht ist.
OPEN-DIE VS. CLOSED-DIE
ANWENDUNGSBEREICHE VON STAHLGUSS UND SCHMIEDEN
Stahlguss und Schmieden werden zur Herstellung von Teilen für folgende Branchen verwendet:
- Petrochemische Anlagen (z. B. geschmiedete Ventile, geschmiedete Formstücke, Flansche usw.)
- Stromerzeugung und Abfallverarbeitung
- Bergbau und Mineralverarbeitung
- Landwirtschaft und Viehzucht
- Wasseraufbereitung
- Luftfahrt
- Automobilindustrie (riemenscheiben und Zahnräder)
- Fördertechnik
- Ziegeleien
- Asphaltwerke
- Regenwasserteile
- Rendering-Anlagen
- Eisenbahnen