az acéltermékek öntéssel vagy kovácsolással is előállíthatók. Az acélöntés az a folyamat, amelynek során a fémet addig melegítik, amíg folyékony állapotba nem kerül, majd a kívánt terméket formázó formába öntik. Az acél kovácsolás magában foglalja a mechanikai erők alkalmazását fűtött szilárd acéltömbökre (például tuskókra és/vagy tuskókra), amelyek a kívánt termékeket tartósan alakítják.
ACÉL KOVÁCSOLÁS VS. Öntés
mindkét gyártási folyamat megköveteli a magas hőmérséklet alkalmazását az acél alapanyagokra (folyadékgyülem vagy alakíthatóvá tétele érdekében), valamint a CNC megmunkálási munkák végrehajtását a folyamat végén a végtermék előállításához.
a végtermékek felületkezelésen is áteshetnek, mint például festés, porbevonat, polírozás, különböző típusú bevonatok (például cinkbevonat) és kopásvédelem/keményedés (volfrám-karbid átfedés alkalmazása).
végül, de nem utolsósorban, az öntött és kovácsolt alkatrészek összeszerelhetők, hegeszthetők, keményforraszthatók, kemény felületűek, mielőtt végtermékként szállítják őket.
az öntési és kovácsolási folyamatokból származó termékek különböző tulajdonságokkal rendelkeznek a felületi porozitás (általában jobb a kovácsolt termékekhez képest), a szemcseszerkezet (finomabb a kovácsolt termékeknél), a szakítószilárdság (általában jobb a kovácsolt termékeknél) és a fáradtságállóság szempontjából.
ezeket az alternatív gyártási eljárásokat ezért különböző körülmények és alkalmazások használják (és alkalmasak).

az öntési folyamat előnyös:
- alkatrészek és alkatrészek, amelyek túl bonyolultak vagy drágák lennének az acél kovácsolással történő gyártáshoz (példa: nagy szeleptestek);
- belső üregekkel rendelkező alkatrészek;
- nagy méretű alkatrészek (gyakorlatilag nincsenek méretkorlátok az öntési eljárással előállítható alkatrészek tömegére vonatkozóan);
- alkatrészek speciális ötvözetekben (egyes speciális ötvözeteket nehezebb kovácsolni, mint az öntött, például a magas nikkel-és Molytartalmúak, amelyek jelentősen ellenállnak a mechanikai erőknek);
- tömegtermelést és kis tételeket igénylő alkatrészek.
a kovácsolási folyamat előnyös:
- rendkívül nagy szilárdságot, szívósságot és ellenállást igénylő alkatrészek (sőt, a kovácsolási folyamat során az acél szemcseszerkezetet úgy módosítják, hogy megfeleljen a végtermék alakjának – a kompozíció nagy egyenletességével és a kohászati átkristályosítással);
- olyan alkatrészek, amelyeknek ellenállniuk kell az erősebb ütéseknek és mechanikai erőknek;
- olyan alkatrészek, ahol a porozitás, a gáz ürességének kockázata, a zsebek és az üregek lehetséges kialakulása (még a mikro-vagy nem elfogadható;
- mechanikusan erős alkatrészek gyártása drága ötvözetek használata nélkül;
- nagy kopásállóságot igénylő alkatrészek;
- nagy terhelésnek és stressznek kitett alkatrészek;
- csúcskategóriás alkalmazások, amikor az alkatrész integritása és minősége a gyártási folyamat fő célja, nem pedig az idő és a költség.

az öntési technológiák fejlődése csökkentette az öntvény és a kovácsolt termékek fizikai tulajdonságai közötti különbséget, így a modern öntött termékek nagyon versenyképesek a minőség, az erő és a kopásállóság szempontjából: sok területen azonban továbbra is az acél kovácsolás marad az előnyben részesített gyártási lehetőség (példa: kis méretű szelepek, azaz kovácsolt szelepek vagy nagynyomású szelepek).
olvassa el a kovácsolás acél Wikipedia.
acélöntés
az öntési folyamatok fő típusai a következők:
HOMOKÖNTÉS
a Homoköntés a leghagyományosabb öntési módszer, amely folyékony fém öntését jelenti az olvadt fémnek ellenálló kötőanyagokba (például agyagkötésű/zöld homok keménykötésű/gyanta, hőre keményedő gyanta homok és héj).

befektetési öntés
ez a kifejezés a folyékony fém fém szerszámba és kerámia bevonatba történő befecskendezésével végrehajtott precíziós öntésre vonatkozik. A penész anyaga lehet kemény viasz, Elveszett viasz, elveszett hab és hasonló.

ezeket a folyamatokat különböző alkalmazásokhoz használják az alkatrészek mérete szempontjából (homoköntést használnak nagy alkatrészekhez, befektetési öntést kis alkatrészekhez 100 kilogrammig és 1,5 méter max. hossz), megengedett tűrések (a befektetési öntés pontosabb alkatrészeket hoz létre) és költségcélok (a befektetési öntvények általában gazdaságosabbak, mint a homoköntés).
acél kovácsolás
acél kovácsolás megjelent Kínában az ősi korban, hogy készítsen különböző típusú fém termékek.
míg a kovácsolt alkatrészek előállításához használt eljárások és szerszámok az évszázadok során megváltoztak (az üllők, kalapácsok és munkaerő használatától kezdve az automatizált gépekig hidraulikus Prés), az alapvető acél kovácsolási folyamat továbbra is a hőenergia szilárd acéltömbökre történő alkalmazásán alapul, és azok mechanikai (kalapáló) erők alkalmazásával késztermékekké történő további feldolgozásán alapul.
kovácsolási folyamat
a kovácsolás alapvető folyamata néhány hagyományos lépésből áll:
- a nyersanyagot (acéltömbök, tuskók, tuskók) szükség esetén kisebb részekre vágják
- a nyersanyagot felmelegítik, hogy elérjék a kívánt kovácsolási hőmérsékletet (a hő alkalmazása szükséges ahhoz, hogy az anyag képlékeny és képlékeny legyen); a kovácsolási hőmérséklet a fém típusától függ, és az anyagot kemencébe/kemencébe helyezik;
- a fűtött fémet a kívánt formába formálják mechanikai úton történő megmunkálással; erők (nyomás).
- a félkész rész megmunkáláson, befejezésen és hőkezelésen megy keresztül
a folyamat végén a kapott termék rendkívüli szilárdsággal, ütésállósággal és kopásállósággal rendelkezik, köszönhetően az alkalmazott hő-és mechanikai kezelésből származó kohászati átkristályosításnak és szemcsefinomításnak.
a kovácsolási folyamat során a nyersanyagra alkalmazott hőmérséklettől függően a kovácsolást az alábbiakba sorolják:
- Hidegen kovácsolt acél: ha nincs fűtés, azaz. a kovácsolási folyamat szobahőmérsékleten történik (ebben az esetben nagyobb mechanikai erőkre van szükség, és a fém alacsonyabb alakíthatósággal rendelkezik, mint a forró vagy meleg kovácsolási módszerek)
- meleg kovácsolási acél: a nyersanyagot 800 és 950/1000 C közötti hőmérsékleten melegítik 6389>
- forró kovácsolási acél: amikor a fűtési hőmérséklet meghaladja a 950/1000 C-ot (és általában 1300 C alatt)), hogy a fém nagy hajlékonyságot biztosítson, és a kovácsolást még akkor is lehetővé tegye szerény mechanikai nyomás alkalmazása.
típusú acél kovácsolás
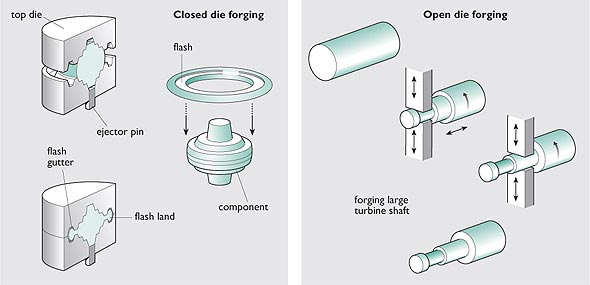
zárt DIE kovácsolás
a “zárt Die kovácsolás acél” egy kovácsolási folyamat, amelyben a meghal mozog egymás felé, és magában foglalja a munkadarabot részben vagy egészben. A fűtött nyersanyagot, amely megközelítőleg a végső kovácsolt rész alakja vagy mérete, az alsó szerszámba helyezzük.
OPEN-DIE kovácsolás
a “nyitott die kovácsolás acél” az a folyamat, deformáló egy darab fém között több meghal, hogy nem teljesen beburkolja az anyagot. A fémet a szerszámok hatására alakítják ki, amelyek mozgások sorozatán keresztül “kalapálják” vagy “bélyegzik” az anyagot, amíg a kívánt alakot el nem érik.
nyitott-DIE VS. zárt-DIE
alkalmazási területei acélöntés és kovácsolás
acélöntés és kovácsolás előállításához használt alkatrészek a következő iparágakban:
- petrolkémiai üzemek (például kovácsolt szelepek, kovácsolt szerelvények, karimák stb.)
- energiatermelés és hulladékfeldolgozás
- bányászat és ásványi feldolgozás
- mezőgazdaság és állattenyésztés
- vízkezelés
- repülés
- autóipar (csigák és fogaskerekek)
- Anyagmozgatás
- téglagyár
- aszfalt növények
- csapadékvíz alkatrészek
- rendering növények
- vasút