鉄鋼製品は、鋳造または鍛造鋼のいずれかによって製造することができます。 鋼鉄鋳造は液体状態に達するまで金属が熱され、次に望ましいプロダクトを形づける型に注がれるプロセスです。 鋼鉄鍛造材は望ましいプロダクトに永久に形づく鋼鉄の熱くする固体ブロックへの機械力の適用を(インゴットや鋼片のような)意味します。
鋳造
両方の製造プロセスは、最終製品を得るために、鋼原料への高温の適用(液化または可鍛性にする)およびプロセスの最後にCNC加工作業を実行す
最終製品は、塗装、粉体塗装、研磨、各種コーティング(亜鉛めっきなど)、摩耗保護/硬化(炭化タングステンオーバーレイの適用)などの表面仕上げ処理を受けるこ
最後に、鋳造および鍛造部品は、最終製品として出荷される前に、組み立て、溶接、ろう付け、ハードフェイスすることができます。
鋳造および鍛造プロセスから生じる製品は、表面気孔率(鍛造製品に対して一般的に優れている)、粒構造(鍛造製品に対してより細かい)、引張強さ(鍛造品
このため、これらの代替製造プロセスは、さまざまな状況や用途に使用されています(および適しています)。

鋳造プロセスはのために好まれます:
- 鋼鍛造で製造するには複雑すぎる部品や高価な部品(例:大型バルブボディ)、
- 内部空洞を有する部品、
- 大型部品(鋳造プロセスで製造できる部品の重量;
- 特殊合金の部品(ニッケルやモリーの含有量が高く、機械的な力に対してかなりの耐性を有するものなど、鋳造よりも鍛造が困難な特定の合金の一部)、
- 量産と小ロットを必要とする部品。
鍛造プロセスは次のために好まれます:
- 非常に高い強度、靭性、および抵抗を必要とする部品(実際には、鍛造プロセス中に鋼粒構造が最終製品の形状に適合するように変更され、組成の均一性と冶金再結晶化が高い);
- より強い衝撃および機械的力に耐えなければならない部品;
- 気孔率、ガスボイドの危険性、ポケット、および空洞の形成の可能性がある部品(マイクロ粒状でさえ)は許容されない。;
- 高価な合金を使用せずに機械的に強い部品の製造;
- 高耐摩耗性を必要とする部品;
- 高負荷および応力の対象となる部品;
- 高エンドアプリケーションではなく、時間とコストよりも、部品の完全性と品質

鋳造技術の進化により、鋳造品と鍛造品の物理的性質のギャップが減少し、現代の鋳造品は品質、強度、耐摩耗性の点で非常に競争力: しかし、多くの分野では、鋼鍛造は依然として好ましい製造オプション(例:小型バルブ、すなわち鍛造バルブ、または高圧バルブ)が残っている。
Wikipediaで鍛造鋼について読んでください。
スチール鋳造
鋳造プロセスの主なタイプは次のとおりです。
砂型鋳造
砂型鋳造は、最も伝統的な鋳造方法であり、溶融金属に抵抗するバインダーに液体金属を注ぐことで構成されています(粘土ボンド/緑砂ハードボンド/樹脂、熱硬化性樹脂砂、シェルなど)。

インベストメント鋳造
この用語は、金属ダイとセラミックコーティングに液体金属を注入することによって実行される精密成形 型材料は堅いワックス、無くなったワックス、無くなった泡および類似したのどれである場合もあります。

これらのプロセスは部品次元の点では異なった適用のために使用されます(砂型で作ることは100キログラムまで小さい部 長さ)、許容許容(消失型鋳造法はより精密な部品を作成します)および費用ターゲット(消失型鋳造法は砂型で作ることより経済的でありがちです)。
鋼鉄鍛造材
鋼鉄鍛造材はさまざまなタイプの金属製品を作り出すために古代年齢の中国で現われました。
鍛造部品を製造するために使用される手順とツールは、何世紀にもわたって変化してきましたが(アンビル、ハンマー、マンパワーの使用から油圧プレスとしての自動化された機械へ)、基本的な鋼鍛造プロセスは、鋼の固体ブロックへの熱エネルギーの適用と、機械的(ハンマー)力の適用による完成品へのさらなる加工に基づいています。
鍛造プロセス
鍛造の基本的なプロセスは、いくつかの伝統的なステップで構成されています:
- 原料(鋼ブロック、インゴット、ビレット)は、必要に応じてより小さな部品に切断されます
- 原料は、必要な鍛造温度に達するように加熱されます(材料を延性力(圧力)。
- 半仕上げ部品は、加工、仕上げ、熱処理を受けます
プロセスの終わりに、得られた製品は、適用された熱および機械的処理に起因する冶金再結晶およ
鍛造プロセス中に原料に印加される温度に応じて、鍛造は次のように分類されます:
- 冷間鍛造鋼:加熱が施されていない場合、すなわち 鍛造プロセスは室温で起こります(この場合、より高い機械力が必要であり、金属は熱間または温間鍛造法に対して成形性が低い)
- 温間鍛造鋼:原料は800-950/1000C°
- 熱間鍛造鋼:加熱温度が950/1000c°(および一般的に1300C°以下)を超えると、金属に高い延性を与え、鍛造を可能にする。適度な機械圧力の適用。
鋼鍛造の種類
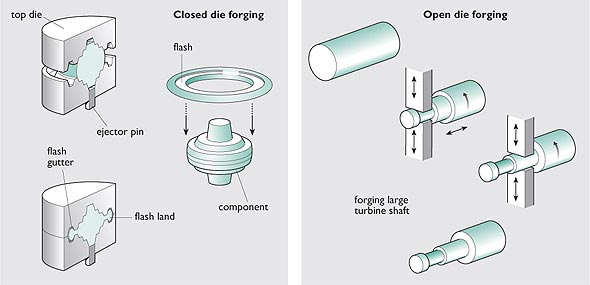
クローズドダイ鍛造
“クローズドダイ鍛造鋼”は、金型が互いに移動し、ワークの全体または一部を覆う鍛造プロセスです。 最終的な鍛造部品のほぼ形状またはサイズである加熱された原料は、底部ダイに配置される。
開型鍛造
“開型鍛造鋼”とは、材料を完全に封止さない複数の金型間で金属片を変形させるプロセスです。 金属は、必要な形状が達成されるまで、一連の動きを介して材料を「ハンマー」または「スタンプ」するダイの作用によって成形される。
オープンダイス対クローズドダイス
鋼の鋳造と鍛造の適用分野
鋼の鋳造と鍛造は、以下の業界の部品:
- 石油化学プラント(鍛造バルブ、鍛造継手、フランジなど)
- 発電-廃棄物処理
- 鉱業-鉱物処理
- 農業-畜産処理
- 水処理
- 航空
- 自動車産業(滑車およびギヤ車輪)
- 物品取扱い
- 煉瓦積み
- アスファルト植物
- 雨水の部品
- レンダリング植物
- 鉄道