Stålprodukter kan produseres enten ved støping eller smiing av stål. Stålstøping er prosessen der et metall oppvarmes til det når en flytende tilstand og deretter helles i en form som danner ønsket produkt. Stålsmiing innebærer bruk av mekaniske krefter på oppvarmede faste blokker av stål (som ingots og/eller billets) som er formet til ønskede produkter permanent.
STÅL SMIING VS. CASTING
begge produksjonsprosessene krever bruk av høye temperaturer på stålråvarer (for å væske eller gjøre det formbart) og utførelse AV CNC-bearbeidingsarbeid på slutten av prosessen for å oppnå sluttproduktet.
Sluttprodukter kan også gjennomgå overflatebehandling, for eksempel maling, pulverlakkering, polering, ulike typer belegg (for eksempel sinkbelegg) og slitasjebeskyttelse/herding (påføring av wolframkarbidoverlegg).
sist men Ikke minst, kan støpte og smidde deler monteres, sveises, loddes, hard-faced før de sendes som sluttprodukter.
produktene som følge av støpeprosesser og smiing har forskjellige egenskaper når det gjelder overflateporøsitet (generelt bedre for smidde vs støpte produkter), kornstruktur (finere for smidde produkter), strekkfasthet (generelt overlegen for smidde produkter) og utmattelsesmotstand.
disse alternative produksjonsprosessene brukes derfor (og egner Seg for) ulike forhold og bruksområder.

støpeprosessen foretrekkes for:
- deler og komponenter som ville være for komplekse eller dyre å produsere ved stålsmiing (eksempel: store ventilhus);
- deler som har indre hulrom;
- store deler (det er nesten ingen størrelsesgrenser når det gjelder vekten av delene som kan produseres med støpeprosessen);
- deler i spesiallegeringer (noen spesifikke legeringer er vanskeligere å smi enn støpt, for eksempel de med høyt Innhold Av Nikkel og Moly, som har betydelig motstand mot mekaniske krefter);
- deler som krever masseproduksjon og små partier.
smiingsprosessen foretrekkes for:
- deler som krever ekstremt høy styrke, seighet og motstand (under smiingsprosessen blir stålkornstrukturen modifisert for å samsvare med sluttproduktets form – med høy ensartethet av sammensetning og metallurgisk omkrystallisering);
- deler som må tåle sterkere påvirkninger og mekaniske krefter;
- deler der porøsitet, risiko for gass tomrom, lommer og mulig dannelse av hulrom (selv mikrogranulær) er ikke akseptabelt;
- produksjon av mekanisk sterke deler uten bruk av dyre legeringer;
- deler som krever høy slitestyrke;
- deler utsatt for høy belastning og stress;
- high-end applikasjoner når integriteten og kvaliteten på delen er hovedmålet i produksjonsprosessen, i stedet for tid og kostnad.

utviklingen av støpingsteknologiene har redusert gapet mellom de fysiske egenskapene til støpt vs smidde produkter som gjør moderne støpte produkter svært konkurransedyktige når det gjelder kvalitet, styrke og slitestyrke: på mange områder forblir imidlertid stålsmi fortsatt det foretrukne produksjonsalternativet (eksempel: små ventiler, dvs.smidde ventiler eller høytrykksventiler).
Les om smiing av stål På Wikipedia.
STÅLSTØPING
hovedtyper av støpeprosesser er:
SANDSTØPING
Sandstøping er den mest tradisjonelle støpemetoden og består i å helle flytende metall i bindemidler som motstår det smeltede metallet (for eksempel leirebundet/grønn sand hardbundet/harpiks, termohærdende harpiksand og skall).

INVESTERINGSSTØPING
dette begrepet refererer til presisjonsstøping utført ved å injisere det flytende metallet i en metallform og et keramisk belegg. Støpematerialet kan være hard voks, tapt voks, tapt skum og lignende.

disse prosessene brukes til forskjellige bruksområder når det gjelder deledimensjon (sandstøping brukes til store deler, investeringsstøping for små deler opp til 100 kilo og 1,5 meter maks. lengde), tillatte toleranser (investeringsstøping skaper mer presise deler) og kostnadsmål (investeringsstøpegods har en tendens til å være mer økonomisk enn sandstøping).
STÅL SMIING
Stål smiing dukket opp I Kina i gamle tider for å produsere ulike typer metallprodukter.
mens prosedyrene og verktøyene som brukes til å produsere smidde deler, har endret seg gjennom århundrene (fra bruk av ambolter, hammere og arbeidskraft til automatiserte maskiner som hydrauliske presser), er den grunnleggende stålsmiingsprosessen fortsatt basert på anvendelse av termisk energi til faste blokker av stål og deres videre behandling til ferdige produkter ved anvendelse av mekaniske (hammering) krefter.
SMIING PROSESS
den grunnleggende prosessen med smiing består av noen få tradisjonelle trinn:
- råmaterialet (stålblokker, ingots, billets) kuttes i mindre deler om nødvendig
- råmaterialet oppvarmes for å nå den nødvendige smiingstemperaturen (påføring av varme er nødvendig for å gjøre materialet duktilt og formbart); smiingstemperaturen avhenger av typen metall og oppnås ved å plassere materialet i en ovn/ovn;
- det oppvarmede metallet er formet til ønsket form ved å påføre mekanisk styrker (trykk).
- den halvfabrikata delen gjennomgår bearbeiding,etterbehandling og varmebehandling
ved slutten av prosessen har det resulterende produktet ekstrem styrke, slagfasthet og slitestyrke takket være metallurgisk omkrystallisering og kornforbedring som følge av den påførte termiske og mekaniske behandlingen.
avhengig av temperaturen som påføres råmaterialet under smiingsprosessen, er smiing klassifisert i:
- Kaldt smiing stål: når ingen oppvarming påføres, dvs. smiingsprosessen skjer ved romtemperatur (høyere mekaniske krefter er nødvendig i dette tilfellet, og metallet har lavere formbarhet vs. varme eller varme smiemetoder)
- Varmt smi stål: råmaterialet oppvarmes ved temperaturer mellom 800 og 950/1000 C°
- Varmt smi stål: når oppvarmingstemperaturen er over 950/1000 C° (og generelt under 1300 C°) for å gi metallet høy duktilitet Og gjøre smiingen mulig selv ved bruk av beskjedne mekaniske trykk.
TYPER STÅL SMIING
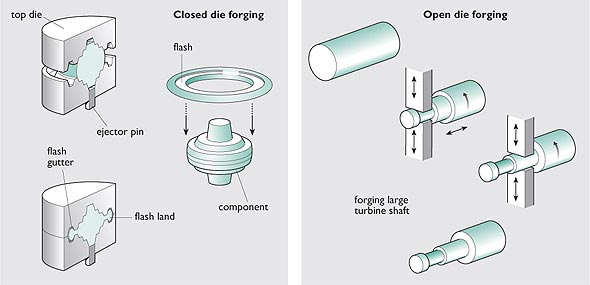
LUKKET DØR SMIING
Den «Lukket Dør Smiing Stål» er en smiing prosess der dør bevege seg mot hverandre og dekker arbeidsstykket helt eller delvis. Det oppvarmede råmaterialet, som er omtrent formen eller størrelsen på den endelige smidde delen, er plassert i bunndysen.
OPEN-DIE SMIING
«Open die smiing steel» er prosessen med å deformere et stykke metall mellom flere dør som ikke helt innkapsler materialet. Metallet er formet av virkningen av dysene som «hammer » eller» stempler » materialet gjennom en rekke bevegelser til den nødvendige formen oppnås.
ÅPEN-DØR VS. LUKKET-DØR
ANVENDELSESOMRÅDER FOR STÅLSTØPING og SMIING
stålstøping Og smiing brukes til å produsere deler til følgende bransjer:
- petrokjemiske anlegg (eksempel smidde ventiler, smidde beslag, flenser, etc)
- kraftproduksjon og avfallsbehandling
- gruvedrift og mineralbehandling
- landbruk og husdyrhåndtering
- vannbehandling
- luftfart
- bil industri (trinser og tannhjul)
- materialhåndtering
- teglverk
- asfaltanlegg
- overvannsdeler
- gjengivelsesanlegg
- jernbaner