wyroby stalowe mogą być wytwarzane przez odlewanie lub kucie stali. Odlewanie stali to proces, w którym metal jest podgrzewany, aż osiągnie stan ciekły, a następnie wlewany do formy, która kształtuje pożądany produkt. Kucie stali oznacza zastosowanie sił mechanicznych do ogrzewanych stałych bloków stali (takich jak wlewki i/lub kęsy), które są kształtowane w pożądane produkty na stałe.
KUCIE STALI VS. Odlewanie
oba procesy produkcyjne wymagają zastosowania wysokich temperatur do surowców stalowych (w celu upłynnienia lub uczynienia ich ciągliwymi) oraz wykonania obróbki CNC na końcu procesu w celu uzyskania produktu końcowego.
produkty końcowe mogą również podlegać obróbce wykończeniowej powierzchni, takiej jak malowanie, malowanie proszkowe, polerowanie, różne rodzaje powłok (na przykład cynkowanie) i Ochrona przed zużyciem/hartowanie (nakładanie węglika wolframu).
wreszcie, odlewane i kute części mogą być montowane, spawane, lutowane, twarde przed wysyłką jako produkty końcowe.
produkty powstałe w procesach odlewania i kucia mają różne właściwości pod względem porowatości powierzchni (ogólnie lepsza dla produktów kutych vs.odlewanych), struktury ziarna (drobniejsze dla produktów kutych), wytrzymałości na rozciąganie (ogólnie lepsza dla produktów kutych) i odporności na zmęczenie.
te alternatywne procesy produkcyjne są zatem wykorzystywane (i dostosowane do) różnych okoliczności i zastosowań.

proces odlewania jest preferowany dla:
- części i komponenty, które byłyby zbyt skomplikowane lub kosztowne do produkcji przez kucie stalowe (przykład: duże korpusy zaworów);
- części, które mają Wewnętrzne wnęki;
- części o dużych rozmiarach (praktycznie nie ma ograniczeń wielkości pod względem masy części, które mogą być wytwarzane w procesie odlewania);
- części ze stopów specjalnych (niektóre specyficzne stopy są trudniejsze do podrobienia niż odlewanie, na przykład te o wysokiej zawartości niklu i Moly, które mają znaczną odporność na siły mechaniczne);
- części wymagające masowej produkcji i małych partii.
proces kucia jest preferowany dla:
- części wymagające wyjątkowo wysokiej wytrzymałości, wytrzymałości i odporności (rzeczywiście, podczas procesu kucia struktura ziarna stali zostaje zmodyfikowana, aby dostosować się do kształtu produktu końcowego – z wysoką jednorodnością składu i rekrystalizacji metalurgicznej);
- części, które muszą wytrzymać silniejsze uderzenia i siły mechaniczne;
- części, w których porowatość, ryzyko pustki gazowej, kieszenie i możliwe powstawanie ubytków (nawet mikro- – granulowany) są niedopuszczalne;
- produkcja mechanicznie mocnych części bez użycia drogich stopów;
- części wymagające wysokiej odporności na zużycie;
- części narażone na wysokie obciążenia i naprężenia;
- wysokiej klasy aplikacje, gdy integralność i jakość części jest głównym celem w procesie produkcyjnym, a nie czasem i kosztem.

ewolucja technologii odlewania zmniejszyła lukę między właściwościami fizycznymi odlewu a produktami kutymi, dzięki czemu nowoczesne produkty odlewane są bardzo konkurencyjne pod względem jakości, wytrzymałości i odporności na zużycie: jednak w wielu dziedzinach kucie stali pozostaje nadal preferowaną opcją produkcyjną (na przykład: zawory o małych rozmiarach, tj. zawory kute lub Zawory wysokociśnieniowe).
przeczytaj o kuciu stali na Wikipedii.
odlewanie stali
główne rodzaje procesów odlewania to:
odlewanie piaskowe
odlewanie piaskowe jest najbardziej tradycyjną metodą odlewania i polega na wlewaniu ciekłego metalu do spoiw, które są odporne na stopiony metal (takie jak glina związana/zielony piasek mocno związany/Żywica, piasek żywiczny termoutwardzalny i powłoka).

odlewanie inwestycyjne
termin ten odnosi się do precyzyjnego formowania wykonanego przez wstrzyknięcie ciekłego metalu w metalową matrycę i powłokę ceramiczną. Materiałem formy może być twardy wosk, utracony wosk, utracona pianka i podobne.

procesy te są wykorzystywane do różnych zastosowań pod względem wymiarów części (odlewanie piaskowe stosuje się do dużych części, odlewanie inwestycyjne dla małych części do 100 kilogramów i 1,5 metra maks. długość), dozwolone tolerancje (odlewanie inwestycyjne tworzy bardziej precyzyjne części) i cele kosztowe (odlewy inwestycyjne są zwykle bardziej ekonomiczne niż odlewanie piaskowe).
kucie stali
Kucie stali pojawiło się w Chinach w starożytności do produkcji różnego rodzaju wyrobów metalowych.
podczas gdy procedury i narzędzia używane do produkcji elementów kutych zmieniały się na przestrzeni wieków (od użycia kowadeł, młotów i siły roboczej do zautomatyzowanych maszyn jako pras hydraulicznych), podstawowy proces kucia stali nadal opiera się na zastosowaniu energii cieplnej do stałych bloków stali i ich dalszej obróbce w gotowe produkty poprzez zastosowanie sił mechanicznych (młotkowanie).
proces kucia
podstawowy proces kucia składa się z kilku tradycyjnych kroków:
- surowiec (bloki stalowe, wlewki, kęsy) jest cięty na mniejsze części w razie potrzeby
- surowiec jest podgrzewany, aby osiągnąć wymaganą temperaturę kucia (zastosowanie ciepła jest konieczne, aby materiał był ciągliwy i ciągliwy); temperatura kucia zależy od rodzaju metalu i jest osiągana przez umieszczenie materiału w piecu/piecu;
- podgrzewany metal jest kształtowany w wymaganej formie przez przyłożenie sił mechanicznych (ciśnienia).
- półfabrykat poddawany jest obróbce skrawaniem, wykańczaniem i obróbką cieplną
po zakończeniu procesu otrzymany produkt charakteryzuje się ekstremalną wytrzymałością, udarnością i odpornością na zużycie dzięki rekrystalizacji metalurgicznej i rafinacji ziarna wynikającej z zastosowanej obróbki termicznej i mechanicznej.
w zależności od temperatury zastosowanej do surowca podczas procesu kucia, kucie dzieli się na:
- stal do kucia na zimno: gdy nie stosuje się ogrzewania, tj. proces kucia odbywa się w temperaturze pokojowej (w tym przypadku potrzebne są wyższe siły mechaniczne, a metal ma niższą plastyczność w porównaniu z gorącymi lub ciepłymi metodami kucia)
- ciepła stal kucia: surowiec ogrzewa się w temperaturach między 800 A 950/1000 C°
- gorąca stal kucia: gdy temperatura ogrzewania jest wyższa niż 950/1000 C° (i ogólnie poniżej 1300 C°), aby nadać metalowi wysoką ciągliwość i sprawić, że kucie możliwe nawet przy zastosowaniu niewielkich ciśnień mechanicznych.
rodzaje kucia stali
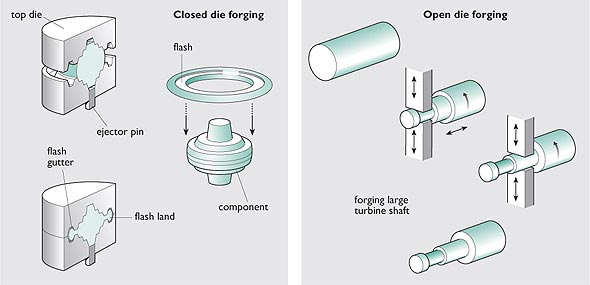
kucie matrycowe zamknięte
„zamknięta Stal do kucia matrycowego” jest procesem kucia, w którym matryce przesuwają się ku sobie i pokrywają obrabiany przedmiot w całości lub w części. Podgrzany surowiec, który jest w przybliżeniu kształtem lub rozmiarem końcowej części kutej, jest umieszczany w dolnej matrycy.
kucie na otwartej matrycy
„Otwarta stal do kucia matryc” to proces deformacji kawałka metalu między wieloma matrycami, które nie całkowicie hermetyzują materiału. Metal jest kształtowany przez działanie matryc, które „młotkiem „lub” stemplem ” materiał przez szereg ruchów, aż do uzyskania wymaganego kształtu.
OPEN-DIE VS. CLOSED-DIE
obszary zastosowania odlewania i kucia stali
Odlewanie i kucie stali są wykorzystywane do produkcji części dla następujących gałęzi przemysłu:
- zakłady petrochemiczne (na przykład kute zawory, kute kształtki, kołnierze itp.)
- wytwarzanie energii i przetwarzanie odpadów
- Górnictwo i przetwarzanie minerałów
- Rolnictwo i hodowla zwierząt
- uzdatnianie wody
- aeronautyka
- przemysł samochodowy przemysł (koła pasowe i koła zębate)
- obróbka materiałów
- Cegielnia
- zakłady asfaltowe
- części do wód opadowych
- zakłady utylizacyjne
- Koleje