stålprodukter kan tillverkas antingen genom gjutning eller smide stål. Stålgjutning är processen genom vilken en metall upphettas tills den når ett flytande tillstånd och hälls sedan i en form som bildar den önskade produkten. Stålsmide innebär applicering av mekaniska krafter på uppvärmda fasta block av stål (såsom göt och/eller billets) som formas till önskade produkter permanent.
STÅL SMIDE VS. Gjutning
båda tillverkningsprocesserna kräver applicering av höga temperaturer på stålråvaror (för att likvidera eller göra det formbart) och utförandet av CNC-bearbetningsarbete i slutet av processen för att erhålla slutprodukten.
slutprodukter kan också genomgå ytbehandling, såsom målning, pulverlackering, polering, olika typer av beläggning (till exempel zinkplätering) och slitskydd/härdning (applicering av volframkarbidöverdrag).
sist men inte minst kan gjutna och smidda delar monteras, svetsas, lödda, hårda inför innan de levereras som slutprodukter.
produkterna som härrör från gjutning och smide processer har olika egenskaper när det gäller ytan porositet (i allmänhet bättre för smidda vs. gjutna produkter), kornstruktur (finare för smidda produkter), draghållfasthet (i allmänhet överlägsen för smidda produkter) och utmattningsbeständighet.
dessa alternativa tillverkningsprocesser används därför (och lämpar sig för) olika omständigheter och tillämpningar.

gjutningsprocessen föredras för:
- delar och komponenter som skulle vara för komplexa eller dyra att tillverka genom stålsmide (exempel: stora ventilkroppar);
- delar som har inre hålrum;
- stora delar (det finns praktiskt taget inga storleksgränser när det gäller vikten på de delar som kan produceras med gjutningsprocessen);
- delar i speciallegeringar (vissa specifika legeringar är svårare att smida än gjutna, till exempel de med högt innehåll av Nickel och Moly, som har betydande motståndskraft mot mekaniska krafter);
- delar som kräver massproduktion och små partier.
smidesprocessen föredras för:
- delar som kräver extremt hög hållfasthet, seghet och motstånd (i själva verket under smidesprocessen blir stålkornstrukturen modifierad för att överensstämma med slutproduktens form – med hög likformighet av komposition och metallurgisk omkristallisering);
- delar som måste tåla starkare stötar och mekaniska krafter;
- delar där porositet, risken för gashål, fickor och möjlig bildning av hålrum (även mikrogranulat) är inte acceptabla;
- produktion av mekaniskt starka delar utan användning av dyra legeringar;
- delar som kräver hög slitstyrka;
- delar som utsätts för höga belastningar och stress;
- avancerade applikationer när integriteten och kvaliteten på delen är huvudmålet i produktionsprocessen, snarare än tid och kostnad.

utvecklingen av gjuttekniken har minskat klyftan mellan de fysiska egenskaperna hos gjutna kontra smidda produkter vilket gör moderna gjutna produkter mycket konkurrenskraftiga när det gäller kvalitet, styrka och slitstyrka: men på många områden förblir stålsmide fortfarande det föredragna tillverkningsalternativet (exempel: små ventiler, dvs smidda ventiler eller högtrycksventiler).
läs om smide stål på Wikipedia.
stålgjutning
huvudtyperna av gjutningsprocesser är:
sandgjutning
sandgjutning är den mest traditionella gjutningsmetoden och består i att hälla flytande metall i bindemedel som motstår den smälta metallen (såsom lera bunden/grön sand hårt bunden/harts, värmehärdande hartsand och skal).

Investeringsgjutning
denna term avser precisionsgjutning utförd genom att injicera den flytande metallen i en metallform och en keramisk beläggning. Formmaterialet kan vara hårt vax, förlorat vax, förlorat skum och liknande.

dessa processer används för olika applikationer när det gäller deldimension (sandgjutning används för stora delar, Investeringsgjutning för små delar upp till 100 kg och 1,5 meter max. längd), tillåtna toleranser (Investeringsgjutning skapar mer exakta delar) och kostnadsmål (investeringsgjutningar tenderar att vara mer ekonomiska än sandgjutning).
stål smide
stål smide dök upp i Kina i antiken för att producera olika typer av metallprodukter.
medan förfarandena och verktygen som används för att producera smidda delar har förändrats genom århundradena (från användning av städ, hammare och arbetskraft till automatiserade maskiner som hydrauliska pressar) är den grundläggande stålsmidesprocessen fortfarande baserad på applicering av termisk energi till fasta block av stål och deras vidare bearbetning till färdiga produkter genom tillämpning av mekaniska (hammering) krafter.
smide PROCESS
den grundläggande processen för smide består av några traditionella steg:
- råmaterialet (stålblock, göt, billets) skärs i mindre delar om det behövs
- råmaterialet värms upp för att nå den önskade smidestemperaturen (appliceringen av värme är nödvändig för att göra materialet duktilt och formbart); smidestemperaturen beror på typen av metall och uppnås genom att placera materialet i en ugn/ugn;
- den uppvärmda metallen formas till den erforderliga formen genom att applicera mekanisk krafter (tryck).
- den halvfärdiga delen genomgår bearbetning, efterbehandling och värmebehandling
i slutet av processen har den resulterande produkten extrem styrka, slaghållfasthet och slitstyrka tack vare metallurgisk omkristallisering och kornförfining som härrör från den applicerade termiska och mekaniska behandlingen.
beroende på temperaturen som appliceras på råmaterialet under smidesprocessen klassificeras smide i:
- Kallsmidesstål: när ingen uppvärmning appliceras, dvs. smidesprocessen sker vid rumstemperatur (högre mekaniska krafter behövs i detta fall och metallen har lägre formbarhet jämfört med heta eller varma smidesmetoder)
- varmt smidesstål: råmaterialet värms upp vid temperaturer mellan 800 och 950/1000 C kg
- Varmsmidesstål: när uppvärmningstemperaturen är över 950/1000 C kg (och i allmänhet under 1300 C kg) för att ge metallen hög duktilitet och göra smide möjligt även med tillämpningen av blygsamma mekaniska tryck.
typer av STÅLSMIDE
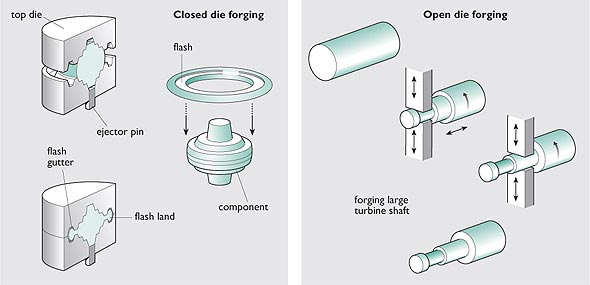
sluten FORMSMIDE
”stängd Formsmidesstål” är en smidesprocess där formarna rör sig mot varandra och täcker arbetsstycket helt eller delvis. Det uppvärmda råmaterialet, som är ungefär formen eller storleken på den slutliga smidda delen, placeras i bottenformen.
OPEN-DIE smide
den ”Open die smide stål” är processen att deformera en bit metall mellan flera dör som inte helt inkapslar materialet. Metallen formas av verkan av formarna som ”Hammar” eller ”stämplar” materialet genom en serie rörelser tills den önskade formen uppnås.
OPEN-DIE VS. CLOSED-DIE
användningsområden för stålgjutning och smide
stålgjutning och smide används för att producera delar till följande branscher:
- petrokemiska anläggningar (exempel smidda ventiler, smidda rördelar, flänsar etc.)
- kraftproduktion och avfallshantering
- gruv-och mineralbearbetning
- jordbruk och boskapshantering
- vattenbehandling
- flygteknik
- bilindustrin (remskivor och kugghjul)
- materialhantering
- tegelverk
- asfaltverk
- dagvattendelar
- renderingsverk
- järnvägar