výrobky z Oceli mohou být vyráběny buď litím nebo kováním z oceli. Odlévání oceli je proces, při kterém se kov zahřívá, dokud nedosáhne kapalného stavu, a poté se nalije do formy, která tvaruje požadovaný produkt. Ocelové kování znamená aplikaci mechanických sil na vyhřívané pevné bloky z oceli (jako jsou ingoty a/nebo předlitky), které jsou trvale tvarovány do požadovaných výrobků.
OCELOVÉ KOVÁNÍ VS. ODLÉVÁNÍ
Oba výrobní procesy vyžadují použití vysoké teploty na ocel surovin (zkapalnit, nebo aby bylo tvárné) a provádění CNC obrábění, práce na konci procesu k získání konečného produktu.
finální výrobky mohou také podstoupit povrchovou úpravu, jako je lakování, práškové lakování, leštění, různé typy povlaků (například zinkování) a ochrana proti opotřebení/kalení (aplikace překrytí karbidu wolframu).
v neposlední řadě mohou být lité a kované díly smontovány, svařeny, pájeny na tvrdo, než budou odeslány jako finální výrobky.
produkty vyplývající z lití a kování procesy mají různé vlastnosti, pokud jde o povrch, pórovitost (obecně lepší pro kované vs. výrobky z litiny), obilí strukturou (jemnější pro kované výrobky), pevnost v tahu (obecně lepší pro kované výrobky) a odolnost proti únavě.
tyto alternativní výrobní procesy se proto používají (a jsou vhodné pro) různé okolnosti a aplikace.

proces lití je výhodné pro:
- díly a komponenty, které by bylo příliš složité a nákladné na výrobu ocelové kování (příklad: velký ventil subjekty);
- díly, které mají vnitřní dutiny;
- velké velikosti části (tam jsou prakticky žádné limity pro velikost v závislosti na hmotnosti částí, které mohou být vyrobeny s litím);
- díly ve speciálních slitinách (některé specifické slitiny jsou těžší padělat než obsazení, například ty s vysokým obsahem Niklu a Moly, které mají značnou odolnost vůči mechanické síly);
- díly vyžadující hromadné výrobě a malých sériích.
proces kování je výhodný pro:
- díly vyžadují vysokou pevnost, houževnatost a odolnost (opravdu, v průběhu kování oceli obilí strukturu, dostane upravené, aby odpovídaly tvaru konečného výrobku, – s vysokou jednotnost složení a hutní rekrystalizace);
- díly, které musí vydržet silnější dopady a mechanických sil;
- díly, kde pórovitost, riziko plynu void, kapsy a možné tvorbě dutin (i mikro-granulované) nejsou přijatelné;
- výrobu mechanicky pevné části bez použití drahých slitin;
- dílů, které vyžadují vysokou odolnost proti opotřebení;
- díly, podléhající vysokému zatížení a namáhání;
- high-end aplikace, kdy integrita a kvalita části je hlavním cílem ve výrobním procesu, spíše než čas a náklady.

vývoj lití technologie má snížit rozdíl mezi fyzikální vlastnosti obsazení vs. kované výrobky dělat moderní výrobky z litiny velmi konkurenční, pokud jde o kvalitu, pevnost a odolnost proti opotřebení: v mnoha oborech však ocelové kování zůstává stále preferovanou výrobní možností (příklad: malé ventily, tj. kované ventily nebo vysokotlaké ventily).
Přečtěte si o kování oceli na Wikipedii.
ODLÉVÁNÍ OCELI
hlavní typy slévárenských procesů jsou:
ODLÉVÁNÍ do PÍSKU
odlévání do Písku je nejvíce tradiční odlévání metodou a spočívá v odlévání tekutého kovu do pojiva, které odolávají roztaveného kovu (jako je jíl lepené/zelená písek, tvrdé lepené/pryskyřice, termosetické pryskyřice, písek a shell).

LITÍ
Tento termín se odkazuje na přesné lití popraven vstříknutím tekutého kovu do kovu zemřít a keramický povlak. Materiálem formy může být tvrdý vosk, ztracený vosk, ztracená pěna a podobně.

Tyto procesy jsou používané pro různé aplikace v oblasti dílů rozměr (lití do písku se používá pro velké díly, lití pro malé díly o hmotnosti až 100 kilogramů a 1,5 m max. délka), povolené tolerance (investiční lití vytváří přesnější díly) a nákladové cíle (investiční odlitky bývají úspornější než lití do písku).
ocelové kování
ocelové kování se objevilo v Číně ve starověku k výrobě různých typů kovových výrobků.
Vzhledem k tomu, že postupy a nástroje, používané k výrobě výkovků se změnily v průběhu staletí (od použití kovadliny, kladiva, a pracovní síly automatizované stroje, jako hydraulické lisy) základní oceli, kování procesu je stále založen na aplikaci tepelné energie do pevné bloky, z oceli a jejich další zpracování na hotové výrobky uplatňováním mechanické (klepání) sil.
proces kování
základní proces kování se skládá z několika tradičních kroků:
- surový materiál (ocelové bloky, ingoty, sochory) je nakrájíme na menší části, v případě potřeby
- surovina se zahřívá na dosažení požadované kovací teploty (aplikace tepla je nutné, aby se materiál, tažný a poddajný); kovací teplota závisí na druhu kovu a je dosaženo tím, že umístění materiálu do pece/trouby;
- ohřátého kovu je ve tvaru do požadovaného tvaru za použití mechanické síly (tlaku).
- polotovary část prochází obrábění, povrchové úpravy a tepelného zpracování
Na konci tohoto procesu, výsledné vlastnosti produktu extrémní pevnost, rázové houževnatosti a odolnosti proti opotřebení díky hutní rekrystalizace a obilí upřesnění vyplývající z použité tepelné a mechanické zpracování.
v Závislosti na teplotě aplikované na suroviny během kování, kování je zařazen do:
- Studené kování oceli: když není topení je aplikován, tj. kovací proces probíhá při pokojové teplotě (vyšší mechanické síly jsou v tomto případě zapotřebí a kov má nižší tvárnost vs. horké nebo teplé kování metody)
- Teplé kování oceli: surovina se zahřívá na teploty mezi 800 a 950/1000°C
- Hot kování oceli: při vytápění teplota je nad 950/1000° C (a obecně nižší než 1300° C) dát kovový vysokou tažnost a udělat kování možné i s použitím mírné mechanické tlaky.
TYPY OCELI, KOVÁNÍ
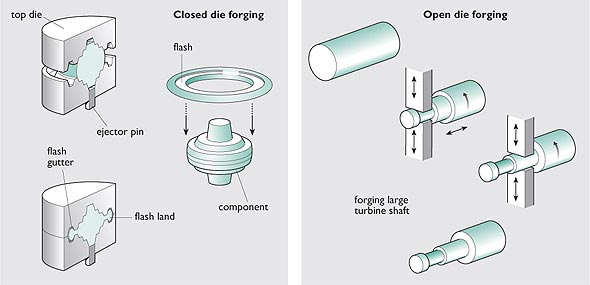
UZAVŘENÉ DIE KOVACÍ
„Uzavřené Die Kovací Oceli“ je výkovek proces, při kterém zemře pohybovat směrem k sobě navzájem a pokrývá obrobku v celku nebo v části. Ohřátá surovina, která má přibližně tvar nebo velikost konečné kované části, je umístěna ve spodní matrici.
volné KOVÁNÍ
„Otevřené die kování oceli“ je proces deformace kus kovu mezi více zemře, že nemají zcela zapouzdření materiálu. Kov je tvarován působením matric, které“ kladiva „nebo“ razítka “ materiálu řadou pohybů, dokud není dosaženo požadovaného tvaru.
OTEVŘÍT-DIE VS. UZAVŘENÉ DIE
OBLASTI POUŽITÍ OCELI, LITÍ A KOVÁNÍ
Ocelové lití a kování se používají k výrobě dílů pro následující průmyslová odvětví:
- petrochemické závody (například kované ventily, kované tvarovky, příruby, atd.)
- energie a zpracování odpadu
- těžbu a zpracování nerostných surovin
- zemědělství a chov dobytka manipulaci
- úprava vody
- letectví
- automobilový průmysl (řemenice a ozubená kola)
- manipulace s materiály
- cihelny
- asfalt rostliny
- dešťových části
- kafilérie
- železnice