terästuotteet voidaan valmistaa joko valamalla tai takomalla terästä. Teräsvalu on prosessi, jolla metallia kuumennetaan, kunnes se saavuttaa nestemäisen tilan ja kaadetaan sitten muottiin, joka muovaa halutun tuotteen. Teräksen taonta tarkoittaa mekaanisten voimien kohdistamista kuumennettuihin kiinteisiin teräskappaleisiin (kuten valanteisiin ja/tai aihioihin), jotka muotoillaan halutuiksi tuotteiksi pysyvästi.
TERÄKSEN TAONTA VS. Valu
molemmat valmistusprosessit edellyttävät korkeiden lämpötilojen soveltamista teräksen raaka-aineisiin (nesteytykseen tai muokattavaksi) ja CNC-työstön suorittamista prosessin lopussa lopputuotteen saamiseksi.
lopputuotteille voidaan tehdä myös pintakäsittely, kuten maalaus, jauhemaalaus, kiillotus, erilaiset pinnoitteet (esimerkiksi sinkkipinnoitus) ja kulumissuoja/kovettuminen (volframikarbidin päällys).
viimeisenä muttei vähäisimpänä, valetut ja taotut osat voidaan koota, hitsata, juottaa ja kovettaa ennen kuin ne toimitetaan lopputuotteina.
valu-ja taontaprosesseissa syntyvillä tuotteilla on erilaiset ominaisuudet pinnan huokoisuuden (yleensä parempi taottujen tuotteiden kuin valettujen tuotteiden osalta), raerakenteen (hienompi taottujen tuotteiden osalta), vetolujuuden (yleensä parempi taottujen tuotteiden osalta) ja väsymisenkestävyyden suhteen.
näitä vaihtoehtoisia valmistusmenetelmiä käytetään (ja ne soveltuvat) erilaisiin olosuhteisiin ja sovelluksiin.

valuprosessia suositellaan:
- osat ja komponentit, jotka olisivat liian monimutkaisia tai kalliita valmistaa terästä takomalla (esimerkki: suuret venttiilirungot);
- osat, joissa on sisäisiä onteloita;
- suurikokoiset osat (valuprosessilla valmistettavien osien painolle ei ole käytännössä kokorajoituksia);
- erikoismetalliseosten osat (jotkin erikoismetalliseokset ovat vaikeammin taottavia kuin valetut, esimerkiksi ne, joissa on paljon nikkeliä ja Molyia ja jotka kestävät huomattavasti mekaanisia voimia);
- osat, jotka vaativat massatuotantoa ja pieniä eriä.
taontaprosessia suositellaan:
- osat, jotka vaativat erittäin suurta lujuutta, sitkeyttä ja kestävyyttä (itse asiassa taontaprosessin aikana teräksen raerakennetta muokataan vastaamaan lopputuotteen muotoa – koostumukseltaan ja metallurgiselta uudelleenkiteyttämiseltä);
- osat, joiden on kestettävä voimakkaampia iskuja ja mekaanisia voimia;
- osat, joissa huokoisuus, kaasutyhjiön vaara, taskut ja mahdollinen onteloiden muodostuminen (jopa mikro-rakeiset) eivät ole hyväksyttäviä;
- mekaanisesti vahvojen osien valmistus ilman kalliita seoksia;
- osat, jotka vaativat suurta kulutuskestävyyttä;
- osat, joihin kohdistuu suuri kuormitus ja stressi;
- huippuluokan Sovellukset, kun osan eheys ja laatu ovat tuotantoprosessin päätavoite eikä aika ja kustannukset.

valutekniikoiden kehitys on pienentänyt valettujen ja taottujen tuotteiden fysikaalisten ominaisuuksien välistä kuilua, minkä vuoksi nykyaikaiset valutuotteet ovat erittäin kilpailukykyisiä laadultaan, lujuudeltaan ja kulutuskestävyydeltään.: monilla aloilla teräksen taonta on kuitenkin edelleen ensisijainen valmistusvaihtoehto (esimerkiksi pienikokoiset venttiilit eli taotut venttiilit tai korkeapaineventtiilit).
Lue teräksen taonnasta Wikipediasta.
Teräsvalu
valumenetelmien päätyypit ovat:
HIEKKAVALU
Hiekkavalu on perinteisin valumenetelmä ja siinä valetaan nestemäistä metallia sideaineisiin, jotka kestävät sulan metallin (kuten savisidottu/vihreä hiekka kovasidottu/hartsi, lämpökovettuva hartsihiekka ja kuori).

SIJOITUSVALU
tällä termillä tarkoitetaan tarkkuusvalua, joka suoritetaan ruiskuttamalla nestemäinen metalli metallimuottiin ja keraamiseen päällysteeseen. Muotin materiaali voi olla kova vaha, kadonnut vaha, kadonnut vaahto ja vastaavat.

näitä prosesseja käytetään eri käyttötarkoituksiin osien mitan suhteen (hiekkavalua käytetään suurille osille, sijoitusvalua pienille osille enintään 100 kg ja enintään 1,5 metriä. pituus), sallitut toleranssit (investment casting luo tarkempia osia) ja kustannustavoitteet (investment castings on yleensä taloudellisempi kuin hiekkavalu).
teräksen taonta
teräksen taonta ilmestyi Kiinassa Antiikin aikana erilaisten metallituotteiden valmistamiseen.
taontamenetelmät ja-välineet ovat vuosisatojen kuluessa muuttuneet (alasimien, vasaroiden ja työvoiman käytöstä automaattisiin koneisiin hydraulipuristimina), mutta teräksen perustaontaprosessi perustuu edelleen lämpöenergian käyttöön kiinteissä teräslohkoissa ja niiden jatkojalostukseen valmiiksi tuotteiksi mekaanisten (vasarointivoimien) voimin.
TAONTAPROSESSI
taonnan perusprosessi koostuu muutamasta perinteisestä vaiheesta:
- raaka-aine (teräslohkot, harkot, aihiot) leikataan tarvittaessa pienempiin osiin
- raaka-aine kuumennetaan vaaditun taontalämpötilan saavuttamiseksi (kuumuus on tarpeen, jotta materiaalista saadaan sitkeää ja muokattavaa); taontalämpötila riippuu metallityypistä, ja se saavutetaan asettamalla materiaali uuniin/uuniin;
- lämmitetty metalli muotoillaan vaadittuun muotoon mekaanisella menetelmällä voimat (paine).
- puolivalmiissa osassa tehdään työstö -, viimeistely-ja lämpökäsittely
prosessin lopussa tuloksena olevalla tuotteella on äärimmäinen lujuus, iskunkestävyys ja kulutuskestävyys metallurgisen uudelleenkiteytyksen ja termisellä ja mekaanisella käsittelyllä aikaansaadun raekäsittelyn ansiosta.
riippuen raaka-aineeseen taontaprosessin aikana sovellettavasta lämpötilasta taonta luokitellaan:
- kylmä taonta teräs: kun ei kuumenneta, ts. taontaprosessi tapahtuu huoneenlämmössä (tässä tapauksessa tarvitaan suurempia mekaanisia voimia ja metallin muovattavuus on alhaisempi kuin kuumilla tai lämpimillä taontamenetelmillä)
- lämmin taontateräs: raaka-ainetta kuumennetaan 800-950/1000 C°
- Kuumataontateräs: kun kuumennuslämpötila on yli 950/1000 C° (ja yleensä alle 1300 C°), jotta metalli olisi erittäin sitkeää ja jotta taonta olisi mahdollista myös vaatimattomien mekaanisten paineiden soveltaminen.
TERÄSTAONTATYYPIT
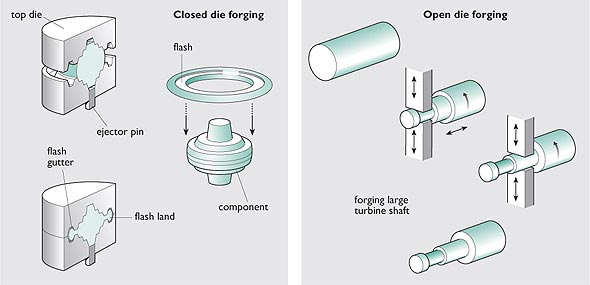
UMPITAONTA
”Umpitaontateräs” on taontaprosessi, jossa muotit liikkuvat toisiaan kohti ja peittävät työkappaleen kokonaan tai osittain. Lämmitetty raaka-aine, joka on suunnilleen muoto tai koko lopullinen taottu osa, sijoitetaan pohjaan kuolee.
AVOMUOTTITAONTA
”Avomuottitaonta” on prosessi, jossa metallikappale muotoutuu usean muotin väliin, jolloin materiaali ei ole kokonaan kapseloitu. Metalli on muotoiltu toiminnan kuolee, että ” vasara ”tai” leima ” materiaalia läpi sarjan liikkeitä, kunnes vaadittu muoto on saavutettu.
AVOMUOTTI vs. UMPIMUOTTI
TERÄSVALUN ja taonnan sovellusalat
teräsvalua ja taontaa käytetään osien valmistamiseen seuraaville teollisuudenaloille:
- petrokemian laitokset (esim. taotut venttiilit, taotut liitososat, laipat jne.)
- sähköntuotanto ja jätteiden käsittely
- Kaivostoiminta ja mineraalien käsittely
- maatalous ja karjankäsittely
- vedenkäsittely
- ilmailu
- autoteollisuus (väkipyörät ja hammaspyörät)
- Materiaalinkäsittely
- tiilityöt
- asfalttilaitokset
- hulevesilaitokset
- renderointilaitokset
- rautatiet