staalproducten kunnen worden vervaardigd door gieten of smeden van staal. Staalgieten is het proces waarbij een metaal wordt verwarmd tot het een vloeibare toestand bereikt en vervolgens gegoten in een mal die het gewenste product vormt. Het smeden van staal impliceert de toepassing van mechanische krachten op verwarmde vaste blokken staal (zoals ingots en / of knuppels) die permanent tot gewenste producten worden gevormd.
STAAL SMEDEN VS. Gieten
beide fabricageprocédés vereisen de toepassing van hoge temperaturen op staalgrondstoffen (vloeibaar maken of kneedbaar maken) en de uitvoering van CNC-bewerkingswerkzaamheden aan het einde van het proces om het eindproduct te verkrijgen.
de eindproducten kunnen ook een oppervlaktebehandeling ondergaan, zoals verven, poedercoaten, polijsten, verschillende soorten bekleding (bijvoorbeeld verzinken) en slijtvastheid/verharding (aanbrengen van wolfraamcarbide-overlay).Niet in de laatste plaats mogen gegoten en gesmede delen worden geassembleerd, gelast, gesoldeerd en met een harde bekledingslaag worden gemonteerd voordat zij als eindproducten worden verzonden.
de producten die het resultaat zijn van giet-en smeedprocédés hebben verschillende eigenschappen wat betreft de poreusheid van het oppervlak (over het algemeen beter voor gesmede dan voor gegoten producten), de korrelstructuur (fijner voor gesmede producten), de treksterkte (over het algemeen beter voor gesmede producten) en de weerstand tegen vermoeidheid.
deze alternatieve productieprocessen worden daarom gebruikt (en geschikt voor) verschillende omstandigheden en toepassingen.

het gietproces heeft de voorkeur voor:
- delen en onderdelen die te complex of te duur zouden zijn om door smeden van staal te worden vervaardigd (voorbeeld: grote klepbehuizingen);
- delen met inwendige holten;
- grote delen (er zijn vrijwel geen groottegrenzen wat betreft het gewicht van de delen die met het gietproces kunnen worden vervaardigd);
- delen in speciale legeringen (sommige specifieke legeringen zijn moeilijker te smeden dan gegoten, bijvoorbeeld legeringen met een hoog gehalte aan nikkel en Moly, die aanzienlijke weerstand bieden tegen mechanische krachten);
- delen die massaproductie en kleine partijen vereisen.
het smeedproces heeft de voorkeur voor:
- onderdelen waarvoor een extreem hoge sterkte, taaiheid en weerstand (inderdaad, in het smeden van het verwerken van de stalen korrel structuur wordt gewijzigd om te voldoen aan de vorm van het uiteindelijke product, – met een hoge gelijkmatigheid van samenstelling en metallurgische rekristallisatie);
- onderdelen die bestand zijn tegen sterkere effecten en mechanische krachten;
- onderdelen waar porositeit, het risico van een gas-void, de zakken en de mogelijke vorming van holten (zelfs micro-korrel) zijn niet acceptabel;
- de productie van mechanisch sterke onderdelen zonder het gebruik van dure legeringen;
- onderdelen die een hoge slijtvastheid vereisen;
- onderdelen die onderhevig zijn aan hoge belastingen en spanningen;
- hoogwaardige toepassingen waarbij de integriteit en de kwaliteit van het onderdeel het belangrijkste doel in het productieproces is, in plaats van tijd en kosten.

de evolutie van de giettechnologieën heeft de kloof tussen de fysische eigenschappen van gegoten en gesmede producten verkleind, waardoor moderne gietproducten zeer concurrerend zijn in termen van kwaliteit, sterkte en slijtvastheid.: op veel gebieden blijft het smeden van staal echter nog steeds de voorkeursoptie voor de fabricage (bijvoorbeeld kleine kleppen, d.w.z. gesmede kleppen, of hogedrukkleppen).
lees over smeden van staal op Wikipedia.
STAALGIETEN
de belangrijkste soorten gietprocessen zijn:
zandgieten
zandgieten is de meest traditionele gietmethode en bestaat uit het gieten van vloeibaar metaal in bindmiddelen die bestand zijn tegen het gesmolten metaal (zoals klei gebonden/groen zand hard gebonden/hars, thermohardend harszand en schil).

investeringsgieten
deze term heeft betrekking op precisiegieten door het vloeibaar metaal in een metaalmatrijs en een keramische coating te injecteren. Het malmateriaal kan harde was, verloren was, verloren schuim en dergelijke zijn.

deze processen worden gebruikt voor verschillende toepassingen in termen van onderdelen dimensie (zandgieten wordt gebruikt voor grote Onderdelen, Investeringen Gieten voor kleine onderdelen tot 100 kg en 1,5 meter van max. lengte), toegestane toleranties (investeringen gieten maken nauwkeuriger onderdelen) en kostendoelstellingen (investeringen gietstukken hebben de neiging om zuiniger dan zand gieten).
staal smeden
staal smeden verscheen in de oudheid in China om verschillende soorten metalen producten te produceren.
terwijl de procedures en gereedschappen die worden gebruikt voor de vervaardiging van gesmede onderdelen door de eeuwen heen zijn veranderd (van het gebruik van aambeelden, hamers en mankracht tot geautomatiseerde machines als hydraulische persen), is het fundamentele smeedproces van staal nog steeds gebaseerd op de toepassing van thermische energie op vaste blokken staal en de verdere verwerking daarvan tot eindproducten door het toepassen van mechanische (hamerkrachten) krachten.
smeedproces
het basisproces van smeden bestaat uit enkele traditionele stappen:
- de grondstof (stalen blokken, ingots, knuppels) wordt indien nodig in kleinere delen gesneden
- de grondstof wordt verwarmd om de vereiste smeedtemperatuur te bereiken (de toepassing van warmte is noodzakelijk om het materiaal nodulair en smeedbaar te maken); de smeedtemperatuur is afhankelijk van het type metaal en wordt bereikt door het materiaal in een oven/oven te plaatsen;
- het verwarmde metaal wordt in de vereiste vorm gevormd door mechanische krachten (druk) uit te oefenen.
- het halffabrikaat ondergaat bewerking, afwerking en warmtebehandeling
aan het einde van het proces heeft het verkregen product een extreme sterkte, slagvastheid en slijtvastheid dankzij de metallurgische herkristallisatie en korrelveredeling als gevolg van de toegepaste thermische en mechanische behandeling.
afhankelijk van de temperatuur die tijdens het smeedproces op de grondstof wordt toegepast, wordt smeden ingedeeld in:
- koud smeedstaal: wanneer geen verwarming wordt toegepast, d.w.z. de smeden proces gebeurt bij kamertemperatuur (hogere mechanische krachten zijn nodig in dit geval, en het metaal heeft een lagere vervormbaarheid vs. hot-of warm-gesmede methoden)
- Warm smeden van staal: de grondstof wordt verhit bij temperaturen tussen 800 en 950/1000 C°
- Hot staal: wanneer de verwarming de temperatuur boven 950/1000 C° (en in het algemeen onder 1300 C°) om de metalen hoge taaiheid en de smeden mogelijk zelfs met de toepassing van bescheiden mechanische druk.
staalsoorten
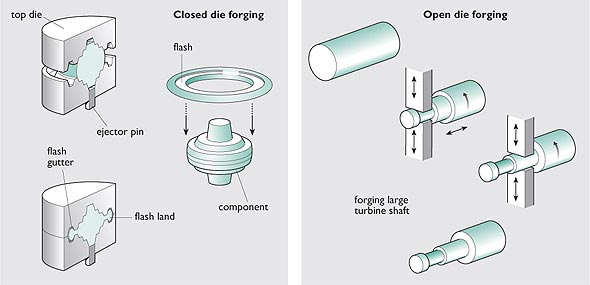
gesloten smeden
het” gesloten smeedstaal ” is een smeedproces waarbij de matrijzen naar elkaar toe bewegen en het werkstuk geheel of gedeeltelijk bedekt. De verwarmde grondstof, die ongeveer de vorm of grootte van het uiteindelijke gesmede onderdeel is, wordt in de onderste matrijs geplaatst.
OPEN smeedijzer
het “Open smeedstaal” is het proces waarbij een stuk metaal wordt vervormd tussen meerdere matrijzen die het materiaal niet volledig inkapselen. Het metaal wordt gevormd door de werking van de matrijzen die “hamer” of “stempel” het materiaal door een reeks van bewegingen totdat de vereiste vorm is bereikt.
OPEN-matrijs VS. gesloten matrijs
toepassingsgebieden van STAALGIETEN en smeden
Staalgieten en smeden worden gebruikt voor de productie van onderdelen voor de volgende industrieën:
- petrochemische installaties (bijvoorbeeld gesmede afsluiters, smeedijzeren fittingen, flenzen, enz.)
- energieopwekking en afvalverwerking
- mijnbouw en verwerking van delfstoffen
- landbouw en veeteelt behandeling
- waterbehandeling
- luchtvaart
- auto-industrie (katrollen en tandwielen)
- materials handling
- steenfabriek
- asfaltcentrales
- regenwater delen
- rendering planten
- spoorwegen